

合作客戶/
拜耳公司 |
同濟(jì)大學(xué) |
聯(lián)合大學(xué) |
美國(guó)保潔 |
美國(guó)強(qiáng)生 |
瑞士羅氏 |






相關(guān)新聞Info
-
> 激光深熔焊接表面皺紋組織的產(chǎn)生原因及表面張力計(jì)算公式
> 表面張力對(duì)激光空泡脈動(dòng)及潰滅特性的影響(二)
> 納米氧化鋁可提高BOPP薄膜表面張力,增強(qiáng)薄膜印刷適用性
> 變壓器油水含量降至12ppm,柴油產(chǎn)品可轉(zhuǎn)化為變壓器油基礎(chǔ)油
> 啤酒表面張力與泡沫持久性關(guān)系的研究
> 液體表面張力受力分析圖:原理、數(shù)學(xué)模型、應(yīng)用與實(shí)例
> 磁場(chǎng)強(qiáng)度和磁化時(shí)長(zhǎng)對(duì)除草劑溶液表面張力、噴霧霧滴粒徑的影響(一)
> 醫(yī)護(hù)人員為何冒著中暑風(fēng)險(xiǎn)都不愿脫下厚重的防護(hù)服呢?
> 氣溶膠固定劑PAM-b-PVTES合成路線及GPC、DSC、表面張力等性能測(cè)試(三)
> 桐油基衍生物鈉鹽的表面張力、CMC值測(cè)定、乳液穩(wěn)定性、固化膜性能測(cè)試(三)
推薦新聞Info
-
> 釕催化劑合成丁炔二醇醚三硅氧烷表面活性劑反應(yīng)條件及表面張力測(cè)定(三)
> 釕催化劑合成丁炔二醇醚三硅氧烷表面活性劑反應(yīng)條件及表面張力測(cè)定(二)
> 釕催化劑合成丁炔二醇醚三硅氧烷表面活性劑反應(yīng)條件及表面張力測(cè)定(一)
> 座滴法測(cè)量玻璃熔體表面張力準(zhǔn)確性及影響因素
> 座滴法測(cè)量玻璃熔體表面張力裝置、步驟
> 液體表面張力受力分析圖:原理、數(shù)學(xué)模型、應(yīng)用與實(shí)例
> 各向異性表面張力條件下定向凝固共晶生長(zhǎng)形態(tài)穩(wěn)定性(下)
> 各向異性表面張力條件下定向凝固共晶生長(zhǎng)形態(tài)穩(wěn)定性(上)
> NaOL、HZ組合捕收劑對(duì)鋰輝石礦物浮選效果、表面張力影響(三)
> NaOL、HZ組合捕收劑對(duì)鋰輝石礦物浮選效果、表面張力影響(二)
表面張力貯箱電子束焊接設(shè)計(jì)要求及與焊縫熔深之間關(guān)系
來源:火箭推進(jìn) 瀏覽 1108 次 發(fā)布時(shí)間:2023-12-12
通過研究對(duì)接式和搭接式焊縫試板電子束流與焊縫熔深之間的關(guān)系、焊接順序與角變形高度之間的關(guān)系,得出了表面張力貯箱前(后)艙推進(jìn)劑管理裝置上(下)組件電子束焊接工藝規(guī)范,即加速電壓為60 kV,焊接速度為500 mm/min,工作距離為300 mm,電子束流為6 mA,聚焦電流為2.11 A,電子束偏移量為0.1 mm的焊接工藝規(guī)范。采用該工藝規(guī)范焊接的表面張力貯箱前(后)艙推進(jìn)劑管理裝置上(下)組件焊后和振動(dòng)試驗(yàn)后的泡破點(diǎn)實(shí)測(cè)值滿足設(shè)計(jì)要求。該表面張力貯箱已用于某型號(hào)上面級(jí)液體發(fā)動(dòng)機(jī)。該發(fā)動(dòng)機(jī)已通過了地面熱試車考核。
表面張力貯箱性能優(yōu)越、可靠性高,廣泛應(yīng)用于液體火箭發(fā)動(dòng)機(jī)和推力裝置之中,已經(jīng)成為軌姿控液體火箭發(fā)動(dòng)機(jī)和推力裝置實(shí)用的主流貯箱。貯箱在液體火箭發(fā)動(dòng)機(jī)和推力裝置中是用來存儲(chǔ)和管理推進(jìn)劑的,其主要作用是:在一定的流量和加速度條件下,為發(fā)動(dòng)機(jī)或推力裝置各個(gè)階段的工作供應(yīng)不夾氣的推進(jìn)劑;防止、阻尼以及衰減推進(jìn)劑的大幅晃動(dòng)或其它有害運(yùn)動(dòng);保持和穩(wěn)定貯箱內(nèi)推進(jìn)劑的質(zhì)心位置,以防止發(fā)生過大偏移;在意外情況或再次加注推進(jìn)劑時(shí),確保貯箱不夾液排氣。表面張力貯箱的核心部件是安裝在貯箱殼體內(nèi)部的推進(jìn)劑管理裝置,該裝置根據(jù)使用的毛細(xì)元件,分為篩網(wǎng)式、孔板式和網(wǎng)板組合式推進(jìn)劑管理裝置。篩網(wǎng)式推進(jìn)劑管理裝置采用編織的不銹鋼或純鈦篩網(wǎng)組件作為多孔毛細(xì)元件;孔板式推進(jìn)劑管理裝置采用激光或電子束打孔的薄板組件作為多孔毛細(xì)元件;網(wǎng)板組合式推進(jìn)劑管理裝置采用篩網(wǎng)和孔板組件作為多孔毛細(xì)元件。本文介紹的表面張力貯箱采用篩網(wǎng)式推進(jìn)劑管理裝置,該裝置是通過電子束焊接成型的。
表面張力貯箱電子束焊接設(shè)計(jì)要求
電子束焊接具有能量密度高,熱輸入量小,能量易于控制等特點(diǎn),表面張力貯箱篩網(wǎng)式推進(jìn)劑管理裝置采用電子束焊接完成,焊接表面張力貯箱篩網(wǎng)式推進(jìn)劑管理裝置時(shí),要求焊接變形量小,焊接精度高,焊接成型的篩網(wǎng)式推進(jìn)劑管理裝置要求滿足設(shè)計(jì)技術(shù)要求。篩網(wǎng)式推進(jìn)劑管理裝置的結(jié)構(gòu)示意簡(jiǎn)圖見圖1,它由下壓板、下普通支板等構(gòu)成,材料為1Cr18Ni9Ti,圖中的粗黑線為電子束焊縫位置。表面張力貯箱篩網(wǎng)式推進(jìn)劑管理裝置組件通過振動(dòng)試驗(yàn)后泡破點(diǎn)值Δpcr≥5.6 kPa。
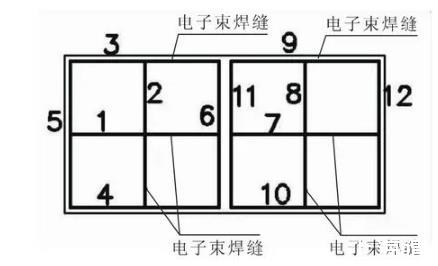
圖1后艙管理裝置下組件結(jié)構(gòu)及電子束焊縫位置示意圖
要獲得表面張力貯箱篩網(wǎng)式推進(jìn)劑管理裝置組件電子束焊接工藝規(guī)范,需采用與產(chǎn)品厚度和材料一致的標(biāo)準(zhǔn)試板進(jìn)行電子束焊接工藝試驗(yàn),根據(jù)標(biāo)準(zhǔn)試板焊縫熔深的檢測(cè)結(jié)果,以確定準(zhǔn)確、合適的表面張力貯箱篩網(wǎng)式推進(jìn)劑管理裝置組件電子束焊接工藝規(guī)范。
電子束焊接工藝試驗(yàn)
表面張力貯箱前(后)艙篩網(wǎng)式推進(jìn)劑管理裝置上(下)組件焊縫分為對(duì)接式和搭接式焊縫,表面張力貯箱篩網(wǎng)式推進(jìn)劑管理裝置組件焊后和振動(dòng)試驗(yàn)后的泡破點(diǎn)值Δpcr≥5.6 kPa,為此,對(duì)接焊縫熔深h對(duì)接≥1 mm,搭接焊縫熔深h搭接≥0.8 mm。為了減少電子束焊接過程中的熱輸入量,在每個(gè)支板組件的邊緣通過銑切機(jī)加工,加工出了厚度h=0.5 mm,寬度l=1 mm的臺(tái)階。
篩網(wǎng)泡破點(diǎn)
當(dāng)采用篩網(wǎng)作為表面張力貯箱推進(jìn)劑管理裝置的毛細(xì)元件時(shí),篩網(wǎng)所能維持的最大靜壓力即為篩網(wǎng)的泡破點(diǎn)值Δpcr,也就是氣體穿過篩網(wǎng)時(shí)所需的壓差,其關(guān)系式見公式1:

式中:DBP為篩網(wǎng)的有效孔徑,mm;Δpcr為篩網(wǎng)的泡破點(diǎn)值,kPa;σ為工作介質(zhì)的表面張力,N。
由公式1可知,篩網(wǎng)泡破點(diǎn)值理論上與工作介質(zhì)的表面張力和篩網(wǎng)的有效孔徑有關(guān),在工作介質(zhì)一定的情況下,控制電子束焊接過程中篩網(wǎng)孔徑的變化是確保電子束焊接后篩網(wǎng)泡破點(diǎn)值滿足設(shè)計(jì)技術(shù)要求的關(guān)鍵環(huán)節(jié)。
結(jié)論
在研究對(duì)接式和搭接式焊縫試板電子束焊接工藝電子束流與焊縫熔深之間關(guān)系以及焊接順序與角變形量之間關(guān)系的基礎(chǔ)之上,得出了電子束焊接表面張力貯箱前(后)艙推進(jìn)劑管理裝置上(下)組件的工藝規(guī)范,即加速電壓為60 kV,焊接速度為500 mm/min,工作距離為300 mm,電子束流為6 mA,聚焦電流為2.11 A,電子束偏移量為0.1 mm的焊接工藝規(guī)范。采用該工藝規(guī)范焊接的表面張力貯箱前(后)艙推進(jìn)劑管理裝置上(下)組件焊后的驗(yàn)收和鑒定量級(jí)振動(dòng)試驗(yàn)后的泡破點(diǎn)實(shí)測(cè)值滿足設(shè)計(jì)要求。由此說明:表面張力貯箱推進(jìn)劑管理裝置電子束焊接工藝及其方法是合理可行的,焊接工藝規(guī)范是合適的、正確的。采用該工藝規(guī)范焊接的表面張力貯箱已用于某型號(hào)上面級(jí)液體發(fā)動(dòng)機(jī),該發(fā)動(dòng)機(jī)已通過了地面熱試車考核。